Traditional bag factories often face a critical dilemma when handling diverse, small-batch orders: spending two hours changing production lines only to run for four hours. This inefficiency drains profits and delays deliveries. Based on extensive practices in major manufacturing clusters like Shiling and Dongguan, this guide details how transforming your layout into a Lean Manufacturing system can compress changeover times to minutes. It enables true flexible production for OEM and ODM partners.
Why Your Traditional Production Model Needs an Urgent Upgrade
Many bag manufacturers still rely on mass production based on long-term forecasts, planning capacity six months in advance. This “produce-to-stock” model creates severe bottlenecks. First, inventory costs can consume 20-30% of your capital as out-of-season products sit unsold. Second, equipment sits idle 35% of the time due to long changeovers between large batches. Finally, quality issues are often detected too late, only after defective products have left the factory.
The rise of flexible OEM/ODM demands has exposed the weaknesses of this traditional approach. Changeover times can stretch from 2 to 4 hours when switching between backpacks, cosmetic bags, and travel luggage. In fact, 90% of this time is wasted on waiting, moving materials, and rework. Real value-added work accounts for only 5-10% of the total time. Lean Manufacturing addresses these issues by eliminating the seven major wastes: overproduction, waiting, transport, over-processing, inventory, motion, and defects. By adopting small lot flows and takt time production, factories can achieve delivery cycles as short as 18 days.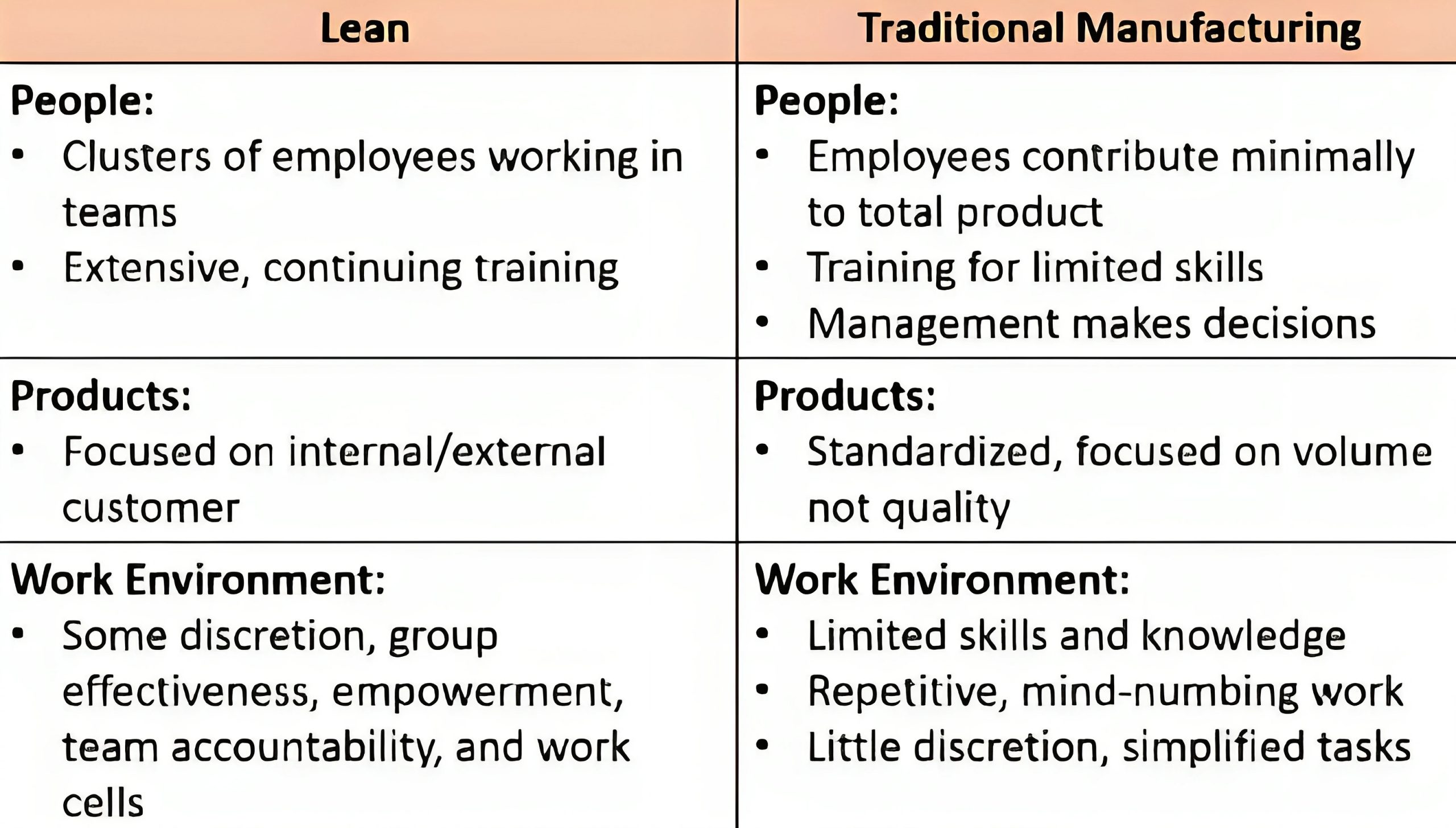
Lean Manufacturing vs. Traditional Models: A Data-Driven Comparison
Understanding the gap between old and new methods is crucial. In traditional mass production, batches are large, and changeovers exceed two hours. In contrast, a Lean Manufacturing line utilizes small batch flows with SMED (Single Minute Exchange of Die) changeovers under 10 minutes. This shift alone can improve efficiency by 2.1 times. Furthermore, while traditional processes spend 90% of time on waiting and moving, optimized Lean Manufacturing value streams ensure that value-added time exceeds 60%.
Inventory management also sees a dramatic transformation. Traditional models maintain six months of stock, tying up significant cash flow. Lean Manufacturing employs Just-In-Time (JIT) pulling and Kanban systems, tripling inventory turnover rates and reducing stock levels by 45%. Quality control shifts from end-of-line inspection to built-in prevention using Poka-Yoke (error-proofing) and Jidoka (automation with a human touch). This reduces quality costs by 72%. Culturally, it moves from siloed departments blaming individuals to multi-skilled teams focused on continuous Kaizen improvement.
Real-world results confirm these numbers. A factory in Dongguan Cha Shan reduced its small-order delivery cycle from 45 days to just 18 days by implementing cell layouts. Similarly, a nylon backpack manufacturer in Guangzhou cut unnecessary employee walking distance by 65% after switching to a U-shaped Lean Manufacturing layout. These are not theoretical gains but proven outcomes in the bag industry.
Choosing the Right Cell Layout for Your Bag Factory
Cell layout is the core solution for handling high-mix, low-volume production in the bag industry. However, one size does not fit all. For sample rooms dealing with backpack prototypes or cosmetic bag development, a Process Layout is ideal. This groups equipment by function (cutting, sewing, assembly, packing). It offers high equipment utilization and flexibility for different materials like nylon or PU leather. However, material handling distances can be long, requiring a dedicated logistics role known as a “Water Spider.”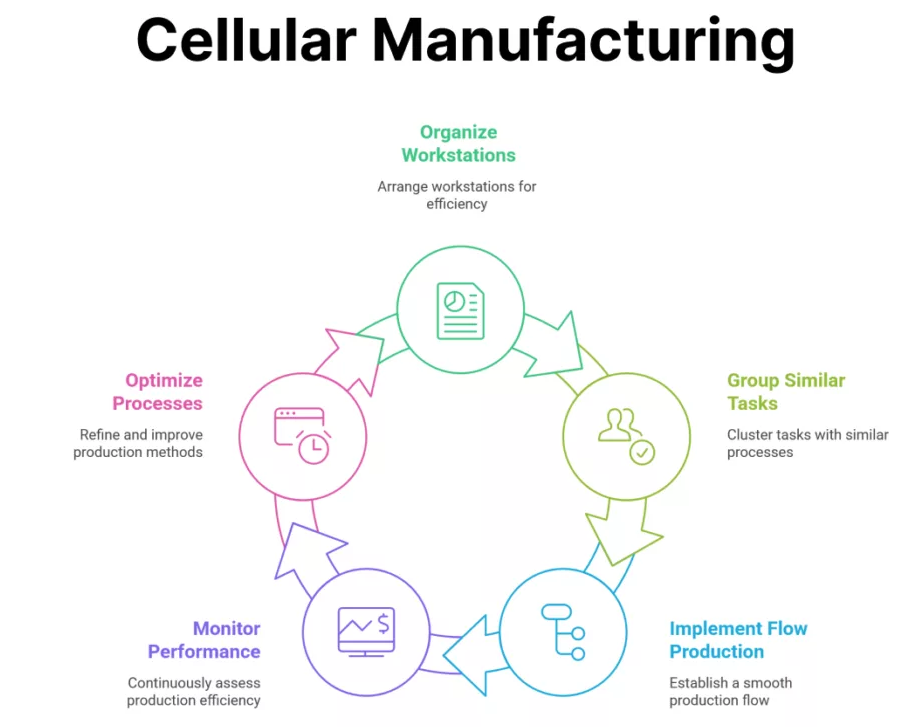
For mass-producing a single hit product, such as 5,000 units of a specific school bag, a Product Layout works best. Here, machines are arranged in a straight line following the processing sequence. While efficient for large volumes, it lacks flexibility; any design change requires significant equipment rearrangement. For most modern OEM needs involving medium batches of sports bags or promotional items, a Modular Cell Layout is highly recommended. This organizes 3-5 multi-skilled workers into a U-shaped unit handling cutting, sewing, and assembly together. One factory in Xiamen saw per-capita output rise by 2.1 times using this method.
Complex products like high-end leather goods or multi-function tool bags require a Super Cell Layout. This integrates more resources and includes dedicated TPM (Total Productive Maintenance) teams to ensure zero downtime. Selecting the right layout depends on your specific product mix and order volume. The goal of Lean Manufacturing is to match your physical space to your production strategy, minimizing waste at every step.
A 7-Step Roadmap to Implementing Lean Manufacturing
Implementing Lean Manufacturing is a structured journey, not a one-day event. Step 1 involves defining your goals by mapping the current Value Stream (VSM). Identify every stagnation point from cutting to finished goods and calculate your Takt Time based on customer demand. Set clear targets, such as reducing inventory by 45% or shortening delivery cycles by 40%. Step 2 requires a Gemba Walk, where you observe the shop floor directly. Collect data on standard operation times, equipment OEE, and map employee walking paths to identify hidden wastes.
In Step 3, use a decision matrix to choose your layout type based on product characteristics. For small batches under 500 pieces, a modular cell with U-shaped sewing lines is best. For large batches over 3,000 pieces, a product layout with hanging systems is more suitable. Step 4 focuses on detailed design, ideally using 3D simulation. Ensure related processes are within 1.5 meters to prevent backflow and position materials at elbow height (80-120cm) for ergonomic efficiency. Visual management tools like Kanban and Andon systems should be placed at eye level.
Steps 5 through 7 cover execution and sustainability. Start with a pilot run on a single line to verify if changeover times meet SMED targets (under 10 minutes) and if first-article inspection pass rates are high. Then, manage the full rollout carefully, ensuring precise equipment relocation and comprehensive multi-skills training for staff. Finally, embed continuous improvement (Kaizen) into your daily routine. Hold 15-minute daily stand-up meetings for frontline suggestions and conduct monthly OEE analyses. Lean Manufacturing is not a destination but a culture of constant evolution.
Digital Synergy: Enhancing Lean Manufacturing with 3D and MES
Digital tools act as a force multiplier for Lean Manufacturing. In the traditional model, creating physical samples for new designs takes 7-10 days. By integrating 3D virtual prototyping, process validation happens in software, shrinking sample production to just 3 days. This synchronizes with your Lean Manufacturing cells, allowing for “7-day rapid sampling and 18-day mass delivery.” The reduction in physical trial-and-error significantly cuts waste and accelerates time-to-market.
Furthermore, replacing paper Kanbans with a Manufacturing Execution System (MES) brings real-time visibility. An MES can display the load status of each cell unit instantly and automatically trigger material delivery by linking with Warehouse Management Systems (WMS). Quality data uploads in real-time, enabling digital error-proofing. This digital layer ensures that the physical flow of your Lean Manufacturing line is supported by accurate, instant information, preventing bottlenecks before they occur.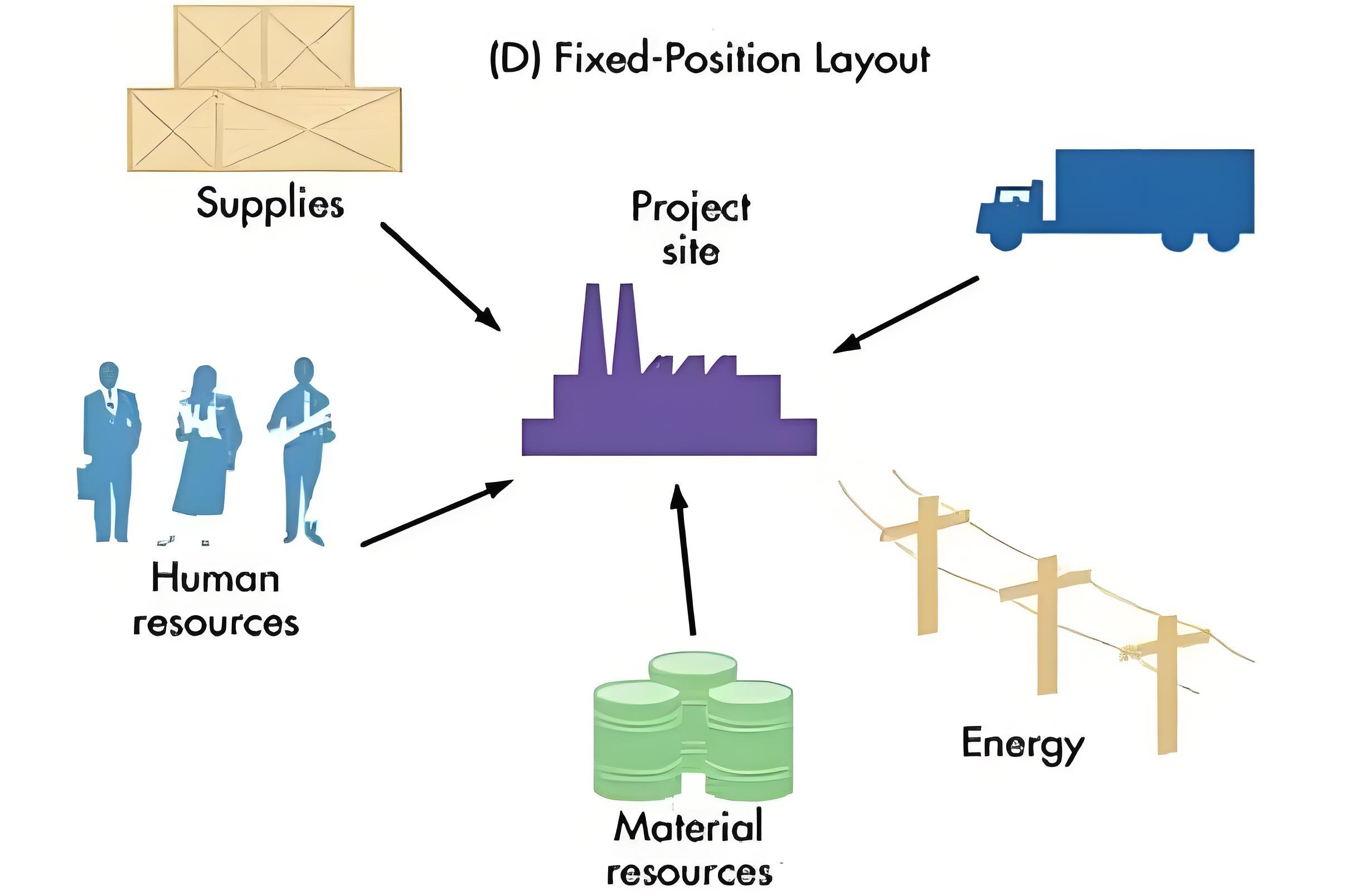
Frequently Asked Questions About Lean Manufacturing in the Bag Industry
Q: How much investment is needed to implement Lean Manufacturing? A: Lean Manufacturing does not equal expensive automation. Initial costs mainly cover U-line modifications (approx. $3,000-$7,000 per line) and multi-skills training. A Guangzhou backpack factory improved inventory turnover threefold with only a $3,000 investment in two lines. The focus is on process optimization, not piling up equipment.
Q: What is a “Water Spider” in Cell Layout? A: A Water Spider is a dedicated logistics person who patrols cell units at a fixed rhythm (e.g., every 30 minutes) to replenish cut parts and accessories. This allows operators to focus entirely on value-added sewing tasks, eliminating the waste of fetching materials.
Q: Can Small Batch Orders (<100 pieces) benefit from Lean Manufacturing? A: Absolutely. With a modular cell layout, a 3-5 person team can complete the entire process from cutting to packing within one unit, avoiding cross-workshop transport. Combined with a flexible supply chain, this enables orders as small as 50 pieces with a 7-day delivery.
Q: How do I calculate the ROI for a Lean Layout? A: Use the formula: ROI = (Capital Released from Inventory + Quality Cost Savings + Capacity Gain) / (Renovation Cost + Training Cost). Data from the Baigou cluster shows that bag companies typically recover their investment within 12-18 months after implementing Lean Manufacturing.
By embracing these Lean Manufacturing principles, bag factories can transform from rigid, inventory-heavy operations into agile, customer-centric powerhouses. The journey starts with a single step: analyzing your current value stream and committing to eliminate waste today.
Author: Production Technology Team | Experience: 15 Years in OEM/ODM Bag Manufacturing | Updated: March 2026



This guide really highlights the pain points many bag factories face with traditional batch production—especially the time lost during changeovers and the capital tied up in excess inventory. The shift toward a flow-based lean system makes a lot of sense, especially with the growing demand for flexible, small-batch orders. It’s great to see a practical roadmap for making that transition.