01 Comparison of Traditional and Lean Manufacturing Features
Traditional production relies on forecasts. It depends on large-scale, advanced planning. Lean Manufacturing focuses on flexibility and waste reduction. It optimizes processes to be efficient and responsive. Traditional methods have inherent drawbacks. High inventory ties up capital. It leads to obsolete stock. Low efficiency and long cycles are common. These issues hurt product quality and customer satisfaction. Lean Manufacturing eliminates waste systematically. It significantly reduces inventory. This lowers costs. It improves efficiency and shortens cycles. As a result, product quality and customer satisfaction increase.
Advantages of Lean Manufacturing
Lean Manufacturing shows clear advantages over traditional methods. The U-shaped cell layout optimizes workflows. Walking distance decreases by 65%. TPM equipment management boosts machine efficiency. It cuts energy waste by 35%. These measures drive significant efficiency gains.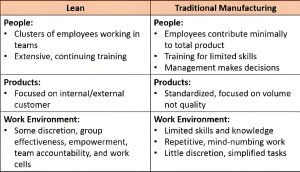
02 Differences in Production Models and Management
- Batch Size and Process Efficiency
Traditional production uses large batches. Changeover takes hours. This extends the production cycle. Lean Manufacturing enables small batch flow. SMED technology cuts changeover to minutes. Production strictly follows takt time.Process EfficiencyIn traditional settings, 90% of time is spent on non-value-added activities. Waiting, transportation, and rework are common. Value-added time is only 5%–10%. Lean Manufacturing changes this ratio. - Inventory Management
Traditional models maintain six months’ worth of inventory. High stock means high costs. Inventory costs account for 20%–30% of total costs. Lean Manufacturing uses JIT and Kanban systems. Inventory turnover triples. This releases significant cash flow annually.
- Quality Control
Traditional models rely on end-line inspection. Problems are found too late. Lean Manufacturing uses error-proofing and automation. It achieves zero defect escape. External failure costs drop significantly. - Organizational Culture
Traditional environments have siloed information. Employee engagement is low. Strict hierarchies exist. Quality issues are blamed on individuals. Lean Manufacturing builds end-to-end collaboration. It promotes multi-skilled workers. It encourages continuous improvement. Root causes of quality issues are fixed at the system level. - Cost Optimization
Traditional models have 18% labor costs. Machine idling wastes 35% energy. Lean Manufacturing uses man-machine collaboration. Worker efficiency doubles. Smart meter monitoring saves 30% energy. Value stream analysis eliminates 90% of non-value-added activities. Total costs drop by 30%.
03 Common Lean Line Layouts
- Process-Oriented Layout
This groups machines by similar processes. It suits high-variety, low-volume, complex production. It handles different products flexibly. Same-process machines switch tasks quickly. But material transportation distance is long. Products move across areas. This increases handling costs and time.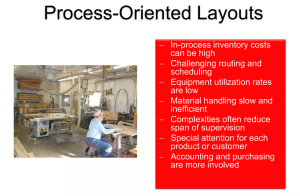
- Product-Oriented Layout
This arranges machines according to product flow. It fits mass production of standardized goods. The automotive industry uses this layout. Cars move down the line. A fixed sequence ensures high output. But it adapts poorly to product changes. Design changes require complex equipment rearrangements.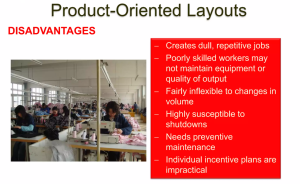
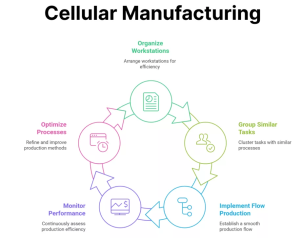
- Cell Layout
- Combined Cell Layout: Groups processes into independent units. Cells combine flexibly. Electronics manufacturers use this. Each product model has its cell. The cell starts when needed. It is flexible and efficient. Units are independent. Management is easy.
- Super Cell Layout: A highly integrated cell. It offers higher capacity and efficiency. It combines more resources and processes. It suits high-demand, large-scale needs. Output per unit time is high.
- Hybrid Cell Layout: Combines multiple cell types. It has the benefits of both process and product layouts. Equipment utilization is high. It handles complex tasks. It manages variety and volume. It allocates resources based on needs.
- Fixed-Position Layout
This keeps items or machines in a fixed location. It ensures order and stability. Precision instrument workshops use this. Specific inspection and high-precision machines have fixed positions. Workers know where to find tools and equipment. Operations follow a fixed placement. No time is wasted searching. Chaos-induced errors are reduced.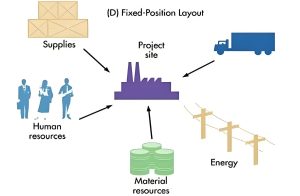
04 Implementation Steps for Lean Line Layout
- Define Production Needs and Goals
Set clear goals. This is the foundation. Volume matters. Is it mass production or small batches? This affects equipment selection, staffing, and scale. Quality requirements are critical. High-precision instruments need strict controls. The environment, machine accuracy, and operational procedures must meet standards. - Analyze Current Processes
Analyze the existing flow. Collect data. Include cycle times, output per step, yield rates, machine utilization, and downtime. Obtain the current layout. Know machine locations, material flow paths, and staffing. Map the process. Understand the sequence, time, and resource requirements. - Choose the Right Layout Type
Choose based on product characteristics, volume, and process. High variety, low volume, and complex work suit a process layout. Custom machining shops benefit from this. They switch tasks quickly. But transportation distance is long. Mass production of standard goods needs a product layout. Automotive lines are efficient. Output is high. But flexibility is low. Combined cell layout fits electronics manufacturing. It groups steps into independent units. Cells start as needed. - Design the Layout
Design considers many factors. Place machines for smooth flow. Link related steps. Group them. Create a flow layout. Reduce transportation and waiting. Place material processing, assembly, and testing in sequence. - Evaluate and Optimize
Assess the design from multiple angles. Check feasibility. Do space, equipment, skills, and budget support it? Check effectiveness. Will it boost efficiency? Will it cut costs? Will it improve quality? Will it increase flexibility? Simulate the process. Compare with historical data. Estimate shorter transportation time. Check tighter step connection. - Implement the Layout
Implementation has key points. Make a detailed plan. Set tasks, owners, and timelines. Set machine move dates. Define training length and content. Move machines safely. Avoid damage. Use professional movers or proper tools. Handle precision machines with shock absorption and protection. Train staff early. Let them learn the new environment, processes, and duties. New machines or processes require skill mastery. Ensure a smooth handover. Keep material supply timely. Keep utilities running. After machine installation, coordinate material supply. Notify utilities to check lines. Ensure stable power and water. Let the rollout proceed as planned. - Continuous Adjustment and Improvement
Do not stop after the initial setup. Adjust based on real operations. Unplanned issues arise. Market changes may alter volume or product models. New bottlenecks appear. Monitor production data. Track daily output, yield, and failure rates. Analyze data to find issues. Encourage frontline feedback. Ask about workspace comfort. Check material access convenience. Fix issues fast. Fine-tune machine positions. Optimize staffing. Improve material flow. Continuous improvement keeps the line optimal. It meets evolving needs. It achieves Lean goals.
05 Summary and Framework Analysis
- Summary
Lean Manufacturing outperforms traditional methods. It deeply eliminates waste. It optimizes processes. The core difference is the perception of waste. Traditional views inventory, waiting, and transportation as unavoidable costs. Lean treats them as targets for elimination. Data shows successful lean adopters cut inventory by 45%. Quality costs drop by 72%. Production cycles shorten by over 40%. - Comparison Framework
Compare traditional and lean models across dimensions. Include efficiency, cost, quality, and flexibility. Analyze differences. See lean’s edge in cost, efficiency, and quality.


